新入社員奮闘記⑧

kawatatec-recruit
こんにちは!採用担当Nです。
今回の記事では、原点出しの続きです。
前回の記事では、Z軸のプローブ用プログラムを見ていただきました。
今回は、そのプログラムを少し書き換えて、軸、Y軸用のプログラムを作成してみたいと思います。
前回のおさらい
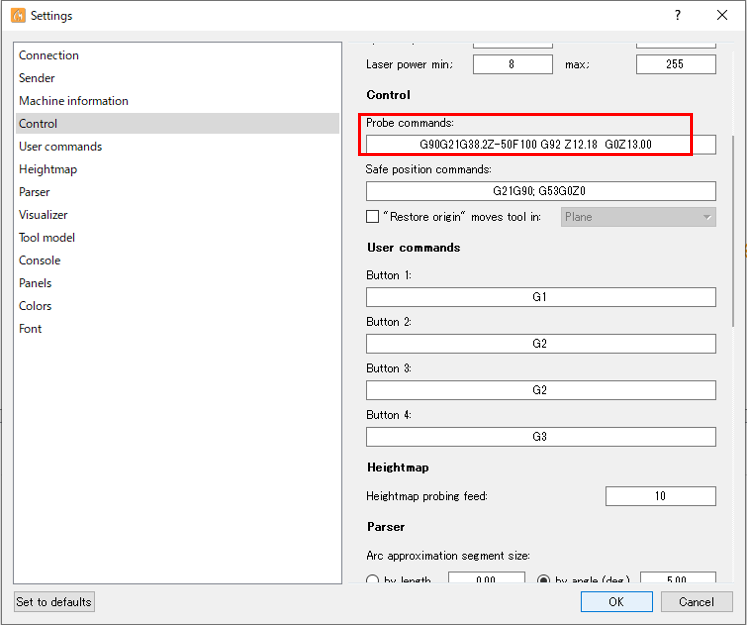
前回は、下記のプログラムによって、Z軸プローブが行われているということが分かりました。
G90G21G38.2Z-50F100
G92 Z12.18
G0Z13.00
このプログラムを言葉に直すと
「100mm/minの速さでZ軸の-50に移動して、途中で接触したら停止」
「現在位置のz軸上の位置を12.18に設定」
「Z軸上の13.00まで早送りで移動」
だということも分かりました。
ここまで理解できたので、上記のプログラムを、X軸用、Y軸用に書き換える事も可能だと思います!!
書き換えてみます。
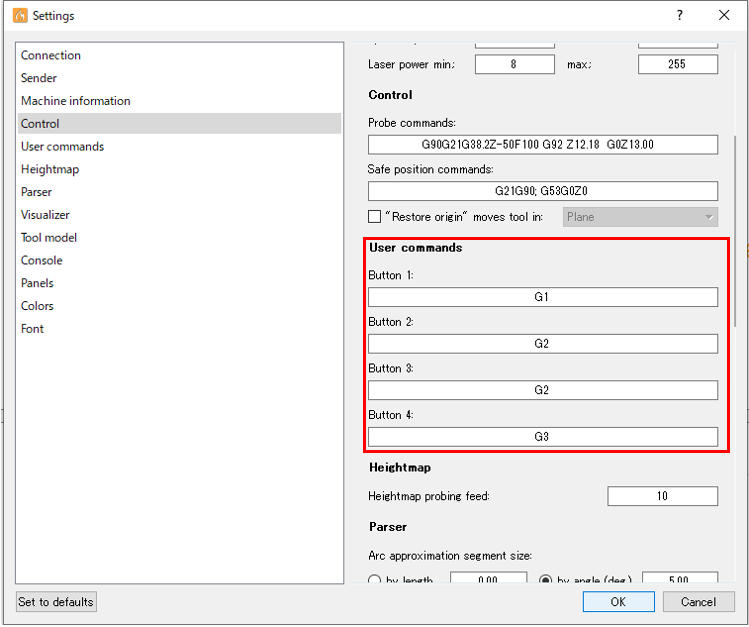
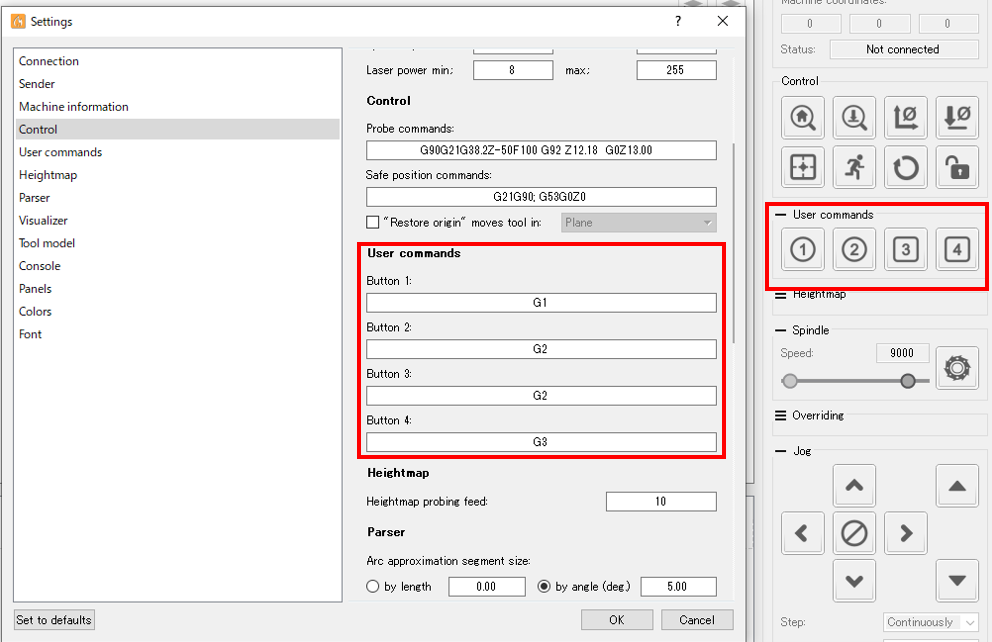
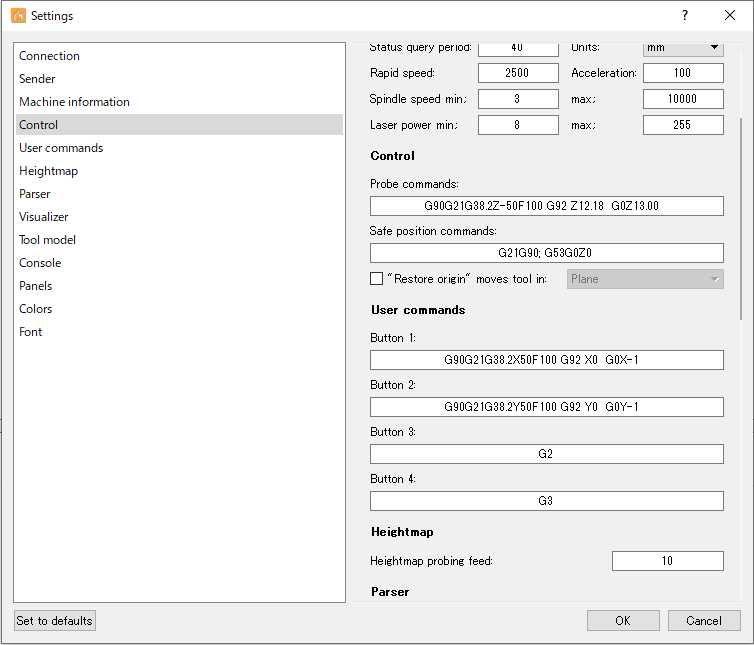
ユーザーコマンドという、自由にカスタムできるボタンがありましたので、①と②をX軸、Y軸のプローブコマンドにします!
まず、Zプローブ用のプログラムの「Z」を「X」に書き換えてみます。
G90G21G38.2X-50F100
G92 X12.18
G0X13.00
どうでしょうか。言葉に表してみると、
「100mm/minの速さでx軸上の-50に移動して、途中で接触したら停止」
「現在位置のX軸上の位置を12.18に設定」
「X軸上の13.00まで早送りで移動」
少し修正が必要です。
まず、一行目
G90G21G38.2X-50F100「100mm/minの速さでx軸上の-50に移動して、途中で接触したら停止」
これではプローブの際、エンドミルはプラス側からマイナス側に動きます。右から左に動くとうことです。
Z軸の場合、マイナス方向、つまり上から下への移動で原点出しを行いますが、
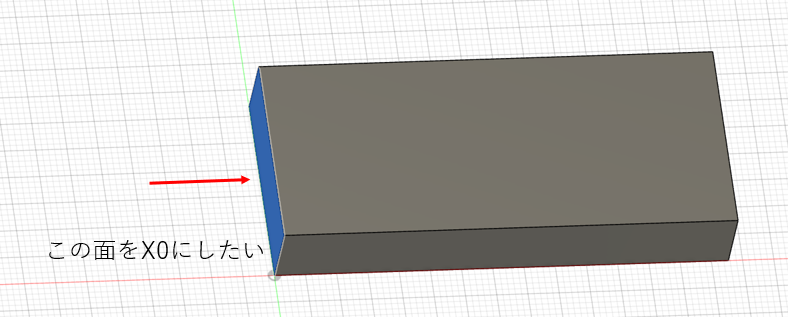
X軸ではワークの左側面をX軸原点にしたいので、
プローブの際は、「ワークより左にあるエンドミルを右側へ動かして、左面に当てる」という恰好にしたいです。+50に変えてG90G21G38.2X50F100と入力しておきます。
ここで、注意しないといけないのが、X51以上の地点からプローブを行うと、エンドミルは左側に移動してしまうということです。プローブコマンドを実行する前に座標の確認を徹底します。
次に、2行目
G92 X12.18 「現在位置のX軸上の位置を12.18に設定」
Z軸のプローブでは、ワークの上に載せたタッチセンサーにエンドミルを直接当ててプローブを行うので、タッチセンサーの厚み12.18mmを考慮するために、タッチセンサーに触れた地点をZ12.18に設定していました。
今回はブロックの側面なので、タッチセンサーをそのまま使うことができません。何か金属を通してタッチセンサを反応させる方法を検討しています。
その金属の形や大きさが決まっていないので、仮でG92 X0と入力しておいて、センサーの中継の金属の形状が決まり次第、修正します。
そして、3行目
G0X13.00 「X軸上の13.00まで早送りで移動」
このプログラムは、1行目で停止したエンドミルを少し逃がす働きをしています。
↓Z軸だと、センサーと接触した後、上に退避しています。↓
エンドミルがセンサーに触れた地点で停止したままだと、センサーをどかすことができません。
また、センサーに反応した地点から何かアクションがないと、エンドミルがちゃんと停止しているのか分かりにくいです。
センサーが反応してもエンドミルが逃げなければ、異常と判断して即座に緊急停止スイッチを押すことができるので、事故防止の意味もあるのかもしれません。
2行目で設定した座標のマイナス1mm程度を入力すると良いと思います。
現在2行目は仮でX0と入力してあるので、3行目も仮でG0X-1と入力しておきます。
修正したプログラムをまとめると、
G90G21G38.2X50F100
G92 X0
G0X-1
以上のようになります。
同じように書き換え、Y軸用のプロブラムも作成します。
早速ユーザーコマンドに追加し、テストしてみます。
テストしてみます
しっかりX軸用のプログラムが作動しています!!
Y軸も出来ています!!
今回は適当な金属を中継させてセンサーを反応させていますが、しっかりワークの側面に当てられるL字の金属などがあれば、3軸全てセンサーによる原点出しが実現できそうです!
今回はここまでです👦
最後までご覧いただき、ありがとうございました✨