新入社員奮闘記⑦

kawatatec-recruit
こんにちは!採用担当Nです!
前回までは「クサビ」について記事にしてきました。
インターンシップの加工実習の内容から展開し、少し話題が離れていましたが、今回は一度インターンシップの加工実習の内容に戻ります!
インターンシップの題材として作成するブロックのクオリティを上げたいという話だったのですが、
まだ改善できるポイントがあります。
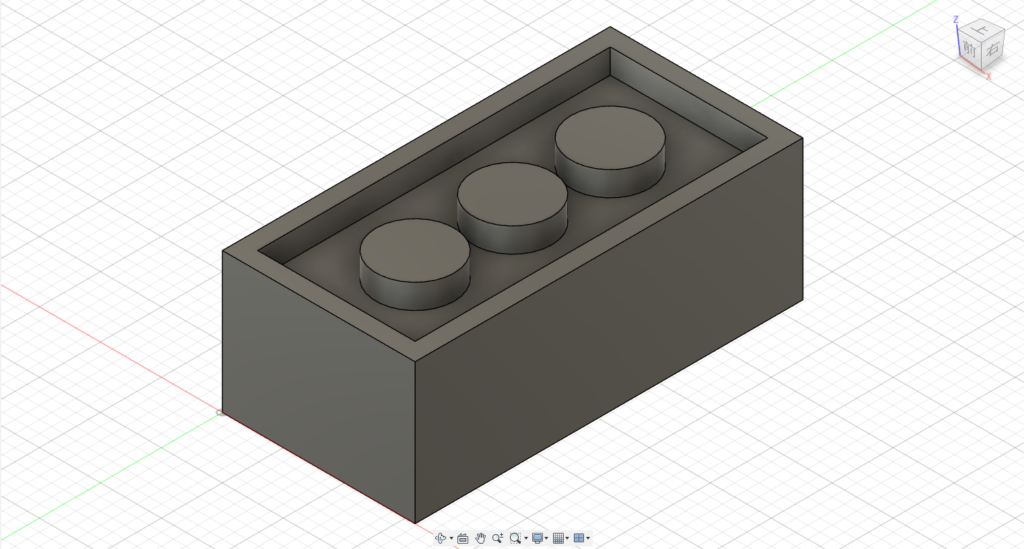
今回は、ブロックの上面、底面の凹凸部の加工を改善していきたいと思います✨
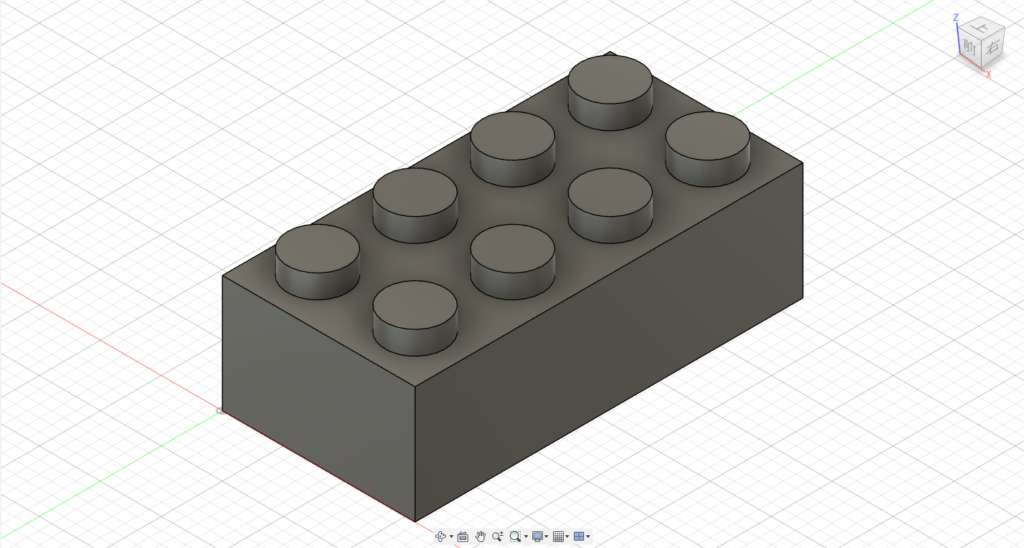
ブロック上面ですが、現在の加工では凹凸の位置が少しズレてしまっています。(写真右側に寄っています。)

このずれを改善するためには、「原点出し」を、より確実に行う必要がります。
原点出しとは、固定したワークがどこにあるか、機械側に認識させる設定のことです。
原点出しの精度をどうしたら高められるか、考えてみました。
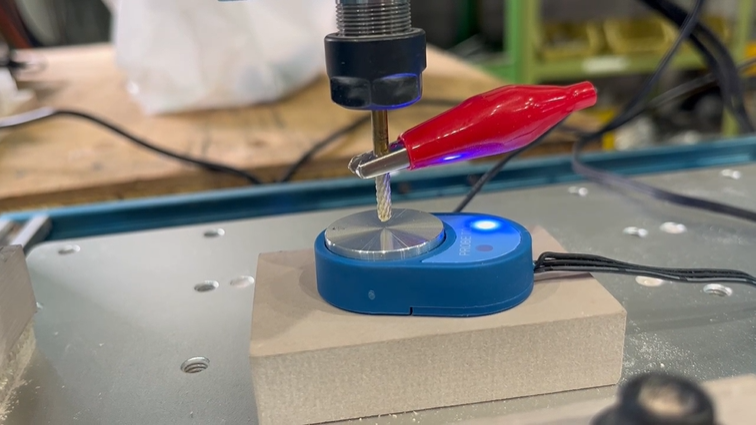
現在使っているCNCルータ―には、Zプローバーというタッチセンサが付属されていました。
↓Zプローバー使用動画↓
CNCのソフトのZ-proveコマンドを押すと自動で下がり、当たったところ(ータッチセンサの厚み)をZ軸の0点に設定してくれます。この一連の動作を「プロービング」と言います。
あくまでZプローバーなので、Z軸専用のタッチセンサです。
X軸、Y軸はエンドミルがワークにあたる場所を目視で確認して0点に設定しています。
X軸、Y軸もタッチセンサが使えたら、もっと正確に原点が出せるかもしれません。
通電しさせすれば反応するので、いい形の金属があればX軸、Y軸にも使えるかもしれません。

軸とは
各軸の方向は設備の種類によって違いますが、今回使用する機械では、X軸は横方向で右が+、Y軸は前後方向で奥が+、Z軸は上下方向で上が+、となります。
Gコードについて
Z-proveのコマンドもプログラムで出来ています。
赤で囲んだ部分にZ-proveのコマンドを押したときに実行されるプログラムが書かれています。
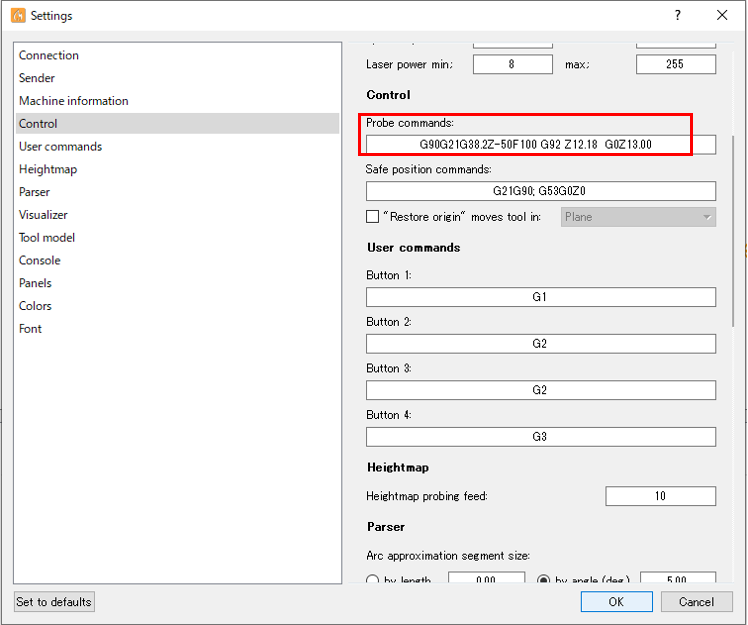
一行にまとめられていますが、実際は3行のプログラムです。
G90G21G38.2Z-50F100
G92 Z12.18
G0Z13.00
各行がG〇〇から始まっています。これはGコードと呼ばれるものです。
Gコードとは工作機械を数値で制御するためのプログラミング言語です。
G〇〇のそれぞれに意味が割り当てられています。
例えば1行目G38.2Z-50F100 (とても長い説明になりますのでG90G21は割愛します。)
G38.2は「接触したら停止」と言う指令です。
G38.2 X◯◯ Y◯◯ Z◯◯ F◯◯と入力します。
G38.2(接触したら停止)Z-50(Z軸上の-50に移動する)F100(100mm/minの速さで)
なので、言葉に直すと「100mm/minの速さでZ軸上の-50に移動して、途中で接触したら停止」という指令になります。
2行目のG92は、「現在位置を指定した座標に設定」と言う指令なので、
G92 Z12.18は「現在位置のz軸上の位置を12.18に設定」になります。12.18とはタッチセンサの厚みです。この設定がされているため、タッチセンサを挟んでいても、ワークの面を0点に設定出来ていたのです。
3行目G0は「早送りで移動」です。
G0Z13.00は「Z軸上の13.00まで早送りで移動」になります。
ここまでを踏まえて、
「100mm/minの速さでZ軸上の-50に移動して、途中で接触したら停止」
「現在位置のz軸上の位置を12.18に設定」
「Z軸上の13.00まで早送りで移動」
この動画内では以上のことが行われていたのです!
次回はこのプログラムを書き換えて、X軸、Y軸版のプローブ用プログラムを作ってみます✨
↓今回参考にさせていただいたページ↓